



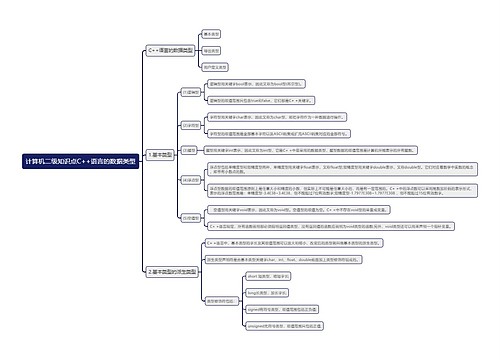
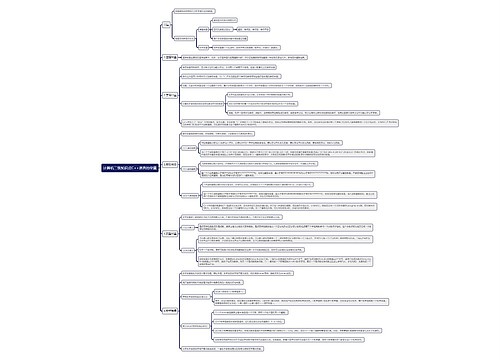
二级建造师教材考点《机电工程》:焊接技术思维导图

1. 焊接工艺评定的目的验证施焊单位拟定的焊接工艺的正确性和评定施焊单位的能力。2. 焊接工艺评定应以可靠的钢材焊接性能为依据,并在工程施焊之前完成。3. 对于焊接性已经被充分了解、有明确的指导性...《二级建造师教材考点《机电工程》:焊接技术》由树图网二级建造师考试网发布。
树图思维导图提供 二级建造师教材考点《机电工程》:焊接技术 在线思维导图免费制作,点击“编辑”按钮,可对 二级建造师教材考点《机电工程》:焊接技术 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:cc6c1afc002f3371915147515c6aed77
思维导图大纲
二级建造师教材考点《机电工程》:焊接技术思维导图模板大纲
1. 焊接工艺评定的目的验证施焊单位拟定的焊接工艺的正确性和评定施焊单位的能力。
2. 焊接工艺评定应以可靠的钢材焊接性能为依据,并在工程施焊之前完成。
3.对于焊接性已经被充分了解、有明确的指导性焊接工艺参数,并已经实践中长期使用的国内、外生产的成熟钢种,一般不需要由施工企业进行焊接性试验。对于国内新开发生产的钢种,或者由国外进口未经使用过的钢种,应由钢厂提供焊接性试验评定资料。否则施工企业应收集相关资料,并进行焊接性试验,以作为确定焊接工艺评定参数的依据。
4.焊接工艺评定的一般程序:拟定焊接工艺指导书→施焊试件和制取试样→检验试件和试样测定焊接接头是否具有所要求的使用性能→提出焊接工艺评定报告→对拟定的焊接工艺指导书进行评定。
5. 焊接工艺评定所用的设备、仪表应处于正常工作状态,钢材、焊接材料必须符合相应标准,由本单位技能熟练的焊接人员使用本单位焊接设备焊接试件。
6. 主持评定工作和对焊接及试验结果进行综合评定的人员应是焊接工程师。
7. 完成评定后资料应汇总,由焊接工程师确认评定结果。
8. 经审查批准后的评定资料可在同一质量管理体系内通用。焊接的设备、仪表、施焊人员及结果评定有特定要求
9.压力容器的焊接工艺评定要求:从焊缝处的部位来讲,受压壳体上的纵、环焊缝,法兰、接管、管板上的焊缝和受压元件上的点固焊、吊装焊、组装焊点及耐蚀堆焊层等均要求进行焊接工艺评定;评定时分别按对接焊缝、角焊缝和堆焊焊缝三种方式制备试板。其中对接焊缝试板要进行外观检查;耐蚀堆焊层试板要进行渗透探伤、弯曲试验和化学成分分析。
10.评定规则:改变焊接方法必须重新评定;任一钢号母材评定合格的,可以用于同组别号的其他钢号母材;同类别号中,高组别号母材评定合格的,也适用于该组别号与低组别号的母材组成的焊接接头;改变焊后热处理类别,须重新进行焊接工艺评定;首次使用的国外钢材,必须进行工艺评定;常用焊接方法中焊接材料、保护气体等条件改变时,需重新进行工艺评定的规定。
11. 《焊接工艺(作业)指导书》的编制,必须由应用部门焊接专业工程师主持进行。
12. 《焊接工艺(作业)指导书》应在工程施焊或焊工培训考核之前发给焊工,并进行详细技术交底。
13. 焊前检验:原材料检查、技术文件检查、焊接设备检查、工件装配质量检查、焊工资格检查、焊接环境检查。焊工合格证(合格项目)有效期为3年。
14.出现下列情况之一时,如没采取适当的防护措施时,应立即停止焊接工作:采用电弧焊焊接时,风速等于或大于8M/s;气体保护焊接时,风速等于或大于2m/s;相对湿度大于90%;下雨或下雪;管子焊接时应垫牢,不得将管子悬空或处于外力作用下焊接
15. 焊后检验:外观检验、致密性检验、强度检验
16.大型立式圆柱形储罐焊接外观检验要求,对接焊缝的咬边深度,不得大于0.5mm;咬边的连续长度,不得大于100mm;焊缝两侧咬边的总长度,不得超过该焊缝长度的10%;咬边深度的检查,必须将焊缝检验尺与焊道一侧母材靠紧。
17.强度试验:液压强度试验常用水进行,试验压力为设计压力的1.25~1.5倍。气压强度试验用气体为介质进行强度试验,试验压力为设计压力的1.l5~l.20倍。
18. 常用焊缝无损检测方法:射线探伤方法(RT) 、超声波探伤(UT)、渗透探伤(PT) 、磁性探伤(MT)、其他检测方法
19. 射线探伤方法(RT):主要用于发现焊缝内部气孔、夹渣、裂纹及未焊透等缺陷。
20.超声波探伤(UT)比射线探伤灵敏度高,灵活方便,周期短、成本低、效率高、对人体无害,但显示缺陷不直观,对缺陷判断不精确,受探伤人员经验和技术熟练程度影响较大。
21. 渗透探伤(PT):主要用于:检查坡口表面、碳弧气刨清根后或焊缝缺陷清除后的刨槽表面、工卡具铲除的表面以及不便磁粉探伤部位的表面开口缺陷。
22. 磁性探伤(MT)主要用于:检查表面及近表面缺陷。该方法与渗透探伤方法比较,不但探伤灵敏度高、速度快,而且能探查表面一定深度下缺陷。
23. 其他检测方法包括大型工件金相分析;铁素体含量检验;光谱分析;手提硬度试验;声发射试验等。
24.对压力容器焊接接头质量检测方法的选择要求有:压力容器壁厚小于等于38mm时,其对接接头应采用射线检测,由于结构等原因,不能采用射线检测时,允许采用可记录的超声检测。容器壁厚大于38mm(或小于38mm,但大于20mm,且材料抗拉强度规定值下限大于等于50MPa)时,其对接接头如采用射线检测,则每条焊缝还应附加局部超声检测,局部检测比例为原检测比例的20%,附加检测应包括所有焊缝交叉部位。对有无损检测要求的角接接头、T形接头,不能进行射线或超声检测时,应做100%表面检测。铁磁性材料压力容器的表面检测应优先选用磁粉检测。有色金属制压力容器对接接头应尽量采用射线检测。
25. 储罐罐底焊缝,宜采用(真空箱)致密性实验。
26.本单位、焊接工程师、同一质量管理体系。手工焊,重新做焊接工艺评定:(由低氢焊条改为非低氢焊条)。在(电流种类和极性变换时),补做冲击实验。熔化极气体保护焊时:(实芯焊丝和药芯焊丝互换)需重新做焊接工艺评定。
27. 由(应用部门)根据已评定合格的焊接工艺编制(《焊接工艺指导书》)。
28. 焊中检验 1焊接工艺 2 焊接缺陷(多层焊层间是否存在裂纹、气孔、夹渣滓等缺陷) 3 焊接设备
29. 外观检查 1 低倍放大镜或者肉眼,观察焊缝是否有咬边、夹渣、气孔和裂纹。2 焊接检验尺测量焊缝余高、焊瘤、凹陷、错口。3检验焊件是否变形。
30. 致密性实验:1 液体盛装实验(不承压设备)2 气密性实验3 氨气实验4 煤油实验5氦气实验6真空箱实验。
31. 强度实验:1液压强度实验 为:设计压力的1.25-1.5倍。2气压强度实验,为:设计压力的1.15-1.20倍。
32. 焊接工艺指导书:根据已经批准的焊接工艺评定报告;结合施焊工程或焊工培训需要;按工程或培训项目分项。
33. 钢材焊接性实验结果所提供的(后热温度、预热温度和热输入)参数,是焊接工艺评定依据的重要参数。
34. 手工焊检查:母材和焊条。
35. 超声波探伤与射线相比较:灵活方便、收探伤人员经验和技术熟练度影响大。
36. 磁性探伤与渗透探伤相比较:速度块、灵敏度高、能探测表面一定深度下的缺陷。
相关思维导图模板


树图思维导图提供 9.战斗的基督教 在线思维导图免费制作,点击“编辑”按钮,可对 9.战斗的基督教 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:33d168acd0cd9f767f809c7a5df86e3a
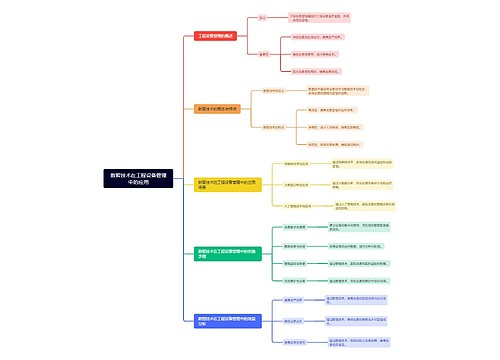

树图思维导图提供 数智技术在工程设备管理中的应用 在线思维导图免费制作,点击“编辑”按钮,可对 数智技术在工程设备管理中的应用 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:f9a2de84ad9a9ceebc96385d71be9ebe



 上海工商
上海工商