

裂解炉本体管道施工技术研究思维导图

裂解炉是石油化工乙烯生产装置的核心设备,在裂解炉施工过程中,必须严格按照各项技术标准和质量要求组织实施。本文以上海石化70万吨/年乙烯改造工程中的裂解炉施工为例,阐述裂解炉本体管道的施工技术,供同类工程参考。
树图思维导图提供 裂解炉本体管道施工技术研究 在线思维导图免费制作,点击“编辑”按钮,可对 裂解炉本体管道施工技术研究 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:a604687cd45345010f85d7bd60116cb4
思维导图大纲
裂解炉本体管道施工技术研究思维导图模板大纲
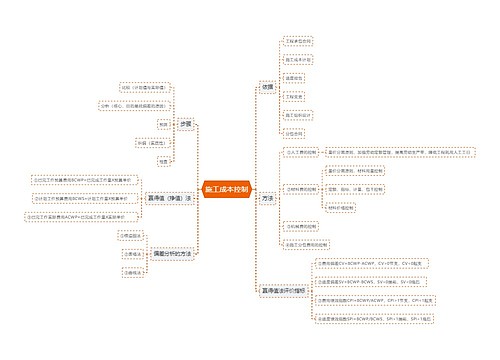
一、工程概述及施工特点、难点分析
上海石化70万吨/年乙烯改造工程共有4台裂解炉。裂解炉下部为辐射室,上部为对流室。其本体管道由辐射段炉管、跨越管、对流段炉管和上升下降管段4部分组成。辐射段炉管位于辐射室中心,炉管安装受力于上部平衡吊架上,炉管出口部分与废热锅炉对接,横向与联箱分配器连接。
裂解炉本体管道施工主要特点和难点:管道材质种类繁多;管道清洁及保护要求高,长的炉管在吊运时必须有防止变形和损伤的措施;管道坡口加工、组装精度及弹簧吊支架的调节要求相当严格;管道焊接工艺复杂、技术含量高、一次拍片合格的难度相当大,焊接管材有各种FeNi基合金、不锈钢、CrMo钢、耐高温碳等,焊接管材种类繁多、焊接性能各异;管道试气试压的技术要求高,一次试压成功难度大;管道施工周围操作空间苛刻,既高又小,操作十分困难。
二、施工技术准备
裂解炉本体管道施工前必须做好充分的技术准备工作,具体包括:认真阅读施工图纸、技术规范等技术文件,与设计单位沟通,领会各项技术要求和技术要领;与钢结构、设备等专业进行技术协调,编制详细施工方案,并绘制管道单线图,对焊口进行编号;对管材、配件及焊材等材料进行检查和验收,确保材料质量;需进行焊接工艺评定的管材尽早进行评定试验;编制焊接工艺操作要领书;对技术工人应尽早进行操作培训,合格后持证上岗,并储备一定数量的应急人员;对需用的技术装备进行落实检查,并确保完好。
三、施工技术
1、施工工艺流程 施工准备→炉管尺寸复测→管口打磨坡口→坡口着色检查→组对管调整就位→组对管施焊前充氩→管口拼装→管道焊接→活套法兰紧固→集管定位→联络管、横跨管尺寸复测→弹簧吊架就位→管口打磨坡口、着色检查→ 管口拼装焊接→焊口无损检测→管道完整性检查→管道试气试压
3、跨越管安装 跨越管即辐射段炉管进口至对流段出口管之间的管线。每台裂解炉的跨越管有6组,跨越管安装,须待辐射段炉管和对流段炉管都已安装就位,并调整好尺寸后进行,并必须自辐射段进口管开始向对流段出口管方向进行安装。将辐射段炉管的进口管段,按照图纸尺寸调整在同一轴线上,再进行后步的组对安装。然后每2片辐射段炉管的进口集合管,用四通进行组对安装,合并成一组跨越管线。安装好的6组集合管四通外侧接口,必须在同一轴线和同一标高上。按照图纸尺寸核对每段管道,根据现场实际复测的尺寸进行下料组对焊接。管线的临时支架安装与管道接触的部位,必须在管道的外壁用石棉板进行包扎。管线组对安装完毕,按图纸尺寸要求进行集合管的平衡吊架和管线上的配重吊架就位安装。待整组跨越管安装结束后,所有焊缝进行酸洗和钝化处理。
4、对流段炉管安装 对流段炉管安装,须待对流段各模块组炉管调整后进行,以确保对流段炉管安装的准确率。对流段炉管有自身联络段和工艺对接段两个部分。对流段炉管的现场组对焊口均布在每台裂解炉南、北两端面。联络管段现场组对安装时,须按图纸尺寸进行现场复测,根据甲方提供的半成品管段,核实炉子南、北两端管段和管段的程序编号,进行管段下料现场组对安装。高压蒸汽进出口与工艺管道组对安装时,进出口的集管材质为P91,工艺管道材质为P22,由于组对的两种材质等级相差大,所以在P91集管的管口上,迭焊一层5毫米材质为P5的过渡层。迭焊层在施焊时,叠焊的高度必须保证在8毫米以上,待施焊结束后,再进行迭焊层的坡口工作。迭焊层坡口必须用机械坡口机进行,坡口形式采用“V”型,迭焊层的内外壁削刮到与管子壁厚相同为准。每组对焊口的两侧管腔内,必须用布把管内壁揩干净,以确保可溶纸张帖牢固,使充氩质量得以保障。
5、上升下降管安装 上升下降管安装,须待汽包和废热锅炉安装调整完毕,方可进行,且必须自汽包向废热锅炉方向进行。每台裂解炉有6组上升下降管。安装之前,必须对上升下降管加工好的管段进行外观质量、外型尺寸和角度检验,核对管段编号。加工好的管段均有预留长度100毫米左右,安装前要求精确测量,正确下料和坡口,并将管内吹扫干净。在管口拼装时,须用专用对口夹具进行组对安装,使组对口在施焊过程中始终处于无应力状态。各管段在组对拼装时,须用拉线进行纵向和横向的尺寸复测,使上升下降管始终符合图纸尺寸要求。
6、管道安装应遵循的原则 对焊材必须进行严格的检查和验收。对管道坡口必须进行100%PT检验,对焊缝必须进行100%PT和RT检验。在焊口组对时,决不允许用常规的组对拼装方法,而必须用专用的组对夹具进行组对拼装,并应先调整好管道的位置,决不允许强制组对,以免产生焊接应力或焊缝裂纹等现象。在焊接时,焊工必须持证上岗,必须严格遵守焊接工艺操作要领书。所有的计量检测仪器仪表必须是有效期内的合格量具。管道试气试压时,必须严格遵守试压方案中规定的试压程序、试压要求和试压的安全技术措施,确保万无一失。
上海石化70万吨/年乙烯改造工程裂解炉本体管道施工方案实践证明合理、科学、可行,其焊接拍片的合格率为99%,系统试气试压一次成功。该装置自2002年投料运营,4台裂解炉本体管道约910个左右的现场组对焊口至今安然无恙。
相关思维导图模板
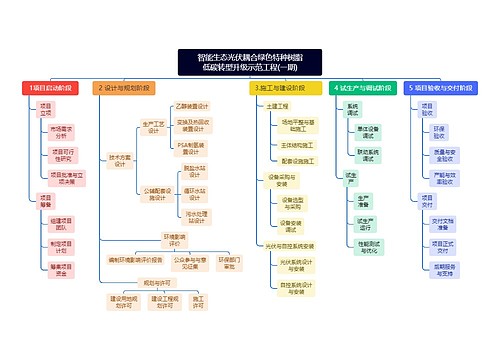

树图思维导图提供 智能生态光伏耦合绿色特种树脂 低碳转型升级示范工程(一期) 在线思维导图免费制作,点击“编辑”按钮,可对 智能生态光伏耦合绿色特种树脂 低碳转型升级示范工程(一期) 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:11a7bbe63bdfb90059f74c1062891851
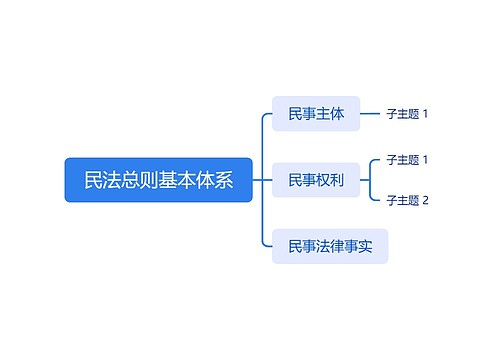

树图思维导图提供 民法总则基本体系 在线思维导图免费制作,点击“编辑”按钮,可对 民法总则基本体系 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:9e672142e60db444491f3dabfcaa7ec4



Copyright©2022-2025 树图网shutu.cn 版权所有|上海聚石塔网络科技有限公司|网站备案号:沪ICP备2021036420号-3|![]() 沪公网安备 31011502019485号|
沪公网安备 31011502019485号| 上海工商
上海工商