



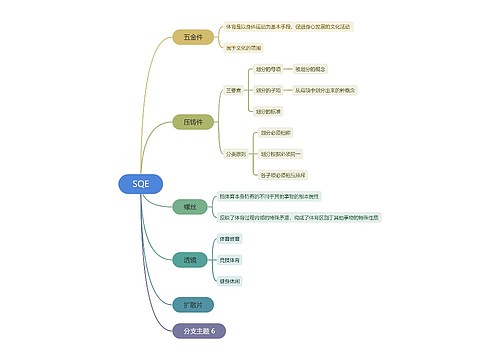
SQE思维导图

SQE工作流程详解
树图思维导图提供 SQE 在线思维导图免费制作,点击“编辑”按钮,可对 SQE 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:a529f38fe6bbbd92a27490b7ae1eecca
思维导图大纲
SQE思维导图模板大纲
五金件
产品生产的工艺
1.制定方案
2.材料准备,钢板,铜板,进行材料精细切割和预处理
切削加工,利用切割机等折弯成型,将切割好的各个零件进行折弯成型
折弯成型,将切割好的各个零件,进行折弯成型,使其变成所需要的三维形状
打孔切割:将制作好的零件进行转孔和切割,制作出所需要的形状和大小,并进行精细磨光,去毛刺处理。
焊接连接:将制作好的各个零件进行焊接连接是使其成为一个完整的五金件
表处理,电镀,喷漆,喷涂
产品生产的缺陷以及原因
变形
变形原因
子主题 1
子主题 2
子主题 3
子主题 4
子主题 5
毛刺
压痕
氧化
划伤
软划伤
气泡
杂质
流痕
尺寸偏差
色差
丝印不完整
字体倾斜
产品生产的缺陷解决方法
压铸件
产品生产的工艺
产品生产的缺陷以及原因
产品生产的缺陷解决方法
螺丝
产品生产的工艺
产品生产的缺陷以及原因
产品的生产缺陷解决方法
电源
产品生产的工艺
产品生产的缺陷以及原因
产品的生产缺陷解决方法
透镜
产品生产的工艺
产品生产的缺陷以及原因
产品的生产缺陷解决方法
锡丝锡膏类
产品生产的工艺
产品生产的缺陷以及原因
产品的生产缺陷解决方法
塑胶件
产品生产的工艺
产品生产的缺陷以及原因
缺料
操作原因
(1)注射压力太低
(2)注射过程中注射压力损失太大
(3)注射速度太慢
(4)注射保压时间太短
(5)料筒温度或喷嘴温度太低
(6)模具温度太低
(7)加料量不够
(8)制料太多
(9)射咀与模具接触不良而漏胶
(10)杂质堵塞喷嘴
材料原因
(1)材料流动性太小
模具方面
(1)流道或浇口太小
(2)浇口位置不合理
(3)浇口数不足
(4)冷料穴太小或没有
(5)无排气孔或排气不良
(6)模具冷却不良
设备方面
加热系统失灵使温度过低
注射机塑化容量太小
喷嘴孔太小
加料控制系统不正常
(5)料斗缩颈部分或全部塞满
气泡
塑料问题:
原料含水份,溶剂或易挥发物质太多
原料加润滑剂太多
操作问题
产品厚薄悬殊
注射压力太小
注射时间太短
塑料温度太高
注射量不足
磨具局部有过热点
磨具问题
模具温度太低
模具排期不良
产品结构
产品厚薄悬殊
产品太厚
表面气泡
通常发生部位在熔合线或制品拐角处,因这些部位的气体来不急逸出而产生
缩水
操作条件
料量不足或加料量
注射压力太低
注射时间太短
注射速度太慢
温度太高
模具有局部过热点
模具问题
设备问题
银丝纹
色差不良
熔接痕
粘模
顶白
拖伤
冷块
产品的生产缺陷解决方法
挤出面罩
产品生产的工艺
产品生产的缺陷以及原因
产品的生产缺陷解决方法
桂橡胶样品
产品生产的工艺
产品生产的缺陷以及原因
产品的生产缺陷解决方法
扩散片
产品生产的工艺
产品生产的缺陷以及原因
产品的生产缺陷解决方法
相关思维导图模板
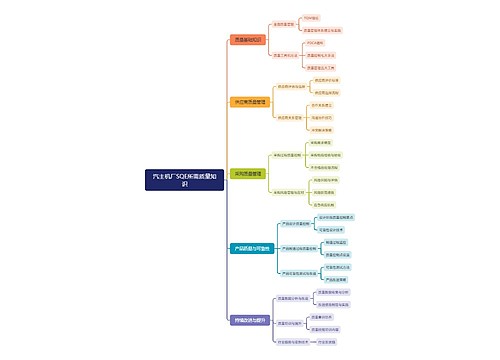

树图思维导图提供 汽主机厂SQE所需质量知识 在线思维导图免费制作,点击“编辑”按钮,可对 汽主机厂SQE所需质量知识 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:6bc4d93d8cb247dda7d61bfdcd48fb4a
树图思维导图提供 SQE 在线思维导图免费制作,点击“编辑”按钮,可对 SQE 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:1846ff1a4a1efbc79559c4168db3b4b9



 上海工商
上海工商