



浅析义安矿乏风氧化站安装施工中的质量控制思维导图

摘 要:通过对义安矿业公司乏风氧化站安装施工中的质量控制的分析,提出了乏风氧化站安装施工中的质量控制的要点并阐述了质量控制的具体措施。
树图思维导图提供 浅析义安矿乏风氧化站安装施工中的质量控制 在线思维导图免费制作,点击“编辑”按钮,可对 浅析义安矿乏风氧化站安装施工中的质量控制 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:676ee87786477c43d3b84e8385987ad9
思维导图大纲
浅析义安矿乏风氧化站安装施工中的质量控制思维导图模板大纲
关键词:电气安装;项目划分;质量控制
1 概述
洛阳义安矿业有限公司乏风氧化站位于该公司工业区院内,承担着该公司澡堂、井口加热室供汽任务。它是消耗矿井瓦斯,制取饱和蒸汽。乏风氧化站主要由一台60000Nm3/h VAM60-III氧化装置及其与之配套的附属设备、1600mm乏风输送管线、500mm瓦斯输送管线、供水供汽管线、蒸汽输送管线以及低压电气系统等组成。为保证乏风氧化装置的安全运行,在乏风氧化站安装阶段,对安装施工质量提出了严格要求,现就笔者在参与建设乏风氧化站的施工中,简述我们如何在项目安装中作好质量控制的。
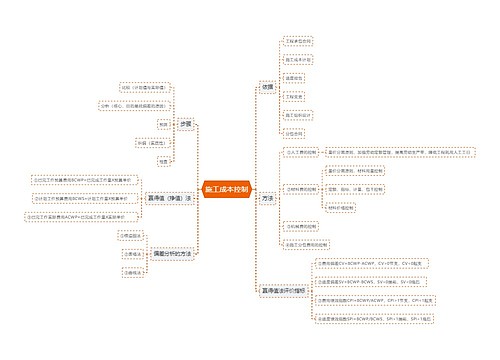
2 质量控制项目划分
根据乏风氧化站的安装项目及规范要求,我们将质量控制项目划为以下几个部分:①瓦斯氧化装置安装;② 低压电气系统安装;③主气管线安装;④配套的低浓度瓦斯添加系统安装。
3 安装质量控制
工艺流程:氧化装置基础验收→氧化装置的主体安装→检查→设备试运行
3.1 瓦斯氧化装置主体部分安装。氧化装置是氧化站核心部分,在安装施工过程中,必须严把验收、安装、试验工序。
3.1.1 氧化装置基础验收工序。氧化装置验收与清点检查,一定要查明设备的型号,核实设备的型号、名称、规格是否与设计图纸相符;检查设备的表面是否破损、外伤,平面是否变形;检查设备,清点零件、部件、附件是否齐全,检查厂家图纸、说明书及合格证是否齐全。
3.1.2 安装工序。氧化装置安装前应详细了解安装说明书
3.1.2.1 起吊时,根据氧化装置及配套设备标示重量选用相应级别吊车(大于25T)及吊具,吊车工要持证上岗,并具有一定的工作经验。钢丝绳应挂在吊耳处,不得与重要部件(切换阀、安全阀、进气系统)直接接触;
3.1.2.2 就位安装时利用道木、钢丝绳、导链、千斤顶、滚杠等使部件平稳移动到指定位置;并将其找正、调平;
3.1.2.3 检查氧化装置,保证其开机前各系统状态良好。
3.1.2.4 通过抓好以上三个工序,我们在实际安装施工中,发现问题与及时厂家协商重新进行处理。
3.2 低压电气系统安装
工艺流程:基础型钢制作安装→配电柜搬运吊装→电缆连接→配电柜连接固定
3.2.1 施工准备
3.2.1.1 施工中需要的主要施工工具、试验设备等准备齐全。
3.2.1.2 对参加施工人员组织施工前图纸技术、安全交底。
3.2.1.3设备检查验收。设备到工地后,检查其包装及密封情况是否良好,开箱进行外观检查,油漆是否完整均匀,盘面编号醒目,字迹平整清洁;清点数量与清单是否相符,核实设备的规格、型号、名称与设计要求是否相符;检查设备的表面是否破损、外伤,平面是否变形;配电柜内的瓷件、仪表、器件、端子板是否完好;检查设备,清点零件、部件、附件是否齐全,装箱单、备件、厂家图纸、说明书及合格证是否齐全;各种辅材规格型号与设计要求是否一致,合格证是否有效,并进行现场抽查,不合格者禁用。
3.2.2 基础槽钢制作及安装基础槽钢安装
根据施工图纸进行基础槽钢的制作、安装。在安装基础槽钢时,认真核对控制屏,微机柜,配电柜外观尺寸,基础槽钢安装完工后,其底部要高于地面10mm左右,其顶部平直度和侧面垂直度要求均为:全长不大于5mm.基础槽钢应牢固可靠接地,与槽钢焊接牢固。基础槽钢安装完后,进行防腐处理,同时接地良好。
3.2.3 微机柜、配电柜安装
3.2.4 电缆敷设
电缆敷设前,对电缆沟、电缆规格、电缆型号、数量、外观进行全面的检查核实,符合设计要求时方可施工。电缆敷设要求排列整齐,清晰,标高正确;电缆、导线穿管敷设时,管内应无杂物、积水,电缆保护层不得损坏;敷设时不得有压扁,绞拧和护层断裂现象;电缆转弯时弯曲半径必须大于电力电缆最小弯曲半径的10倍。
3.2.5 电缆头制作
在确认电缆、导线敷设完毕后,方可进行电缆头制作,电缆头的制作按照有关施工工艺要求制作。
3.2.6 接地装置
采用30*4镀锌扁钢将新上机组、控制屏柜同接地系统可靠连接。
3.2.7 抽出式配电柜的抽屉推拉应灵活、轻便、无卡阻碰撞;接触紧密,抽屉的机械连锁盒电气连锁装置动作正确、可靠。
3.2.8 保护整定值应符合设计,动作可靠。操作及联动试验动作正确符合设计要求,辅助开关的切换正确可靠。
3.3 管道安装
管道主要为燃气输送管道、蒸汽管线。
工艺流程:测量放线→预制加工→支架安装→主管道安装→支管道安装→管道吹扫→管道试压→管道密封性试验→管道防腐、除锈、刷漆。
3.3.1 材料验收
全部管线材料应进行外观检查,其表面应无裂纹、结疤、麻点、夹杂物、重皮、划痕、严重锈蚀等缺陷。各种管线的材质与规格应按图纸进行检查,检查直径、壁厚、弯曲度等,均应符合材料标准的规定。
3.3.2 材料的存放
根据本工程工艺管道材质的区别,螺旋管、无缝钢管、焊接钢管、镀锌钢管均应分开摆放,允许露天存放,所有阀门要检查两端封闭状态(封闭良好)。所有存放的材料均要做出明显标识,注明规格、材质、数量等内容。
3……3.3 管线加工所有管线按照单线图下料,各种材质的管道预制时应分开进行,预制完毕作好标记。
3.3.4 管道焊接
焊接时应在焊道处引弧,避免在母材上引弧。点固焊应由合格焊工完成,焊接所有材料及焊接工艺与正式焊接工艺相同。焊缝或热影响区的飞溅物、熔渣应彻底清除。需要返修的焊缝应准确找出缺陷位置,返修的焊缝焊接时按原焊接工艺进行,并对补焊处用原规定的方法进行检验。
3.3.5焊接检验
对焊接的内部质量按照有关要求进行检验。对于不进行内部质量检验的焊缝,质检人员应对焊缝的外观进行检验,发现焊缝缺陷时,必须进行返修。所有焊缝随时接受业主或其现场代表的检查。对不合格焊缝的返修,返修前应进行质量分析。
3.3.6 管道安装
管道安装应确保不对机器产生附加应力,做到自由对中。符合要求后应尽快固定好管道及支架,管道上不得承受设计外的任何附加载荷。
3.3.7 阀门的安装
核对阀门的规格、型号、材质并确定安装方向。法兰或螺栓连接的阀门应在关闭状态下安装。
体积较大,重量较大的阀门安装前应仔细检查操作是否灵活,存在问题应在安装前处理好。阀门安装要便于操作、维修,符合安全要求的原则。
3.4 配套的低浓度瓦斯添加系统安装
3.4.1 抽排瓦斯添加部分安装前检查高、低压瓷件表面完好无损,与铁件胶合填料完整结合牢固。为了使搭接连接紧密,我们涂了电力复合脂螺栓用扭力扳手按标准紧固。
3.4.2 我们在母排与母排连接处、设备夹与母排连接处,采用DDG-A型导电膏,减小了连接处的防腐能力。
3.4.3 为减小母排连接处的电阻值和提高防腐蚀能力,我们把所有的铜排母线进行镀锡处理。
3.4.4 母线最小安全距离,弯曲半径符合设计及规范要求。
3.4.4 母线最小安全距离,弯曲半径符合设计及规范要求。
3.5 接地装置安装
3.5.2 接地体的连接采用搭焊时,搭接长度扁钢不小于宽度的2倍;圆钢不小于直径的6倍;扁钢搭接焊的棱边数不小于3面。增加了焊接面积,其次接地体的基槽回填前,应清除脏土及有机物并回填净土,最后测量接地电阻仅为0.1Ω(设计要求<4Ω)。
4 结束语
各部分设备安装质量控制措施的严格实施是确保乏风氧化站安装工程质量好坏的重要环节,在各个环节中均按设计要求与工程质量标准施工,验收结果达到预期效果,受到了一致的好评。目前该氧化站已投入正常运行,运行状态稳定,实现了清洁排放,获取减排和节能收益,改变煤矿通风只支出没有效益的局面,既达到了通风目的,又获取了经济效益。
相关思维导图模板

树图思维导图提供 主机安全防御 在线思维导图免费制作,点击“编辑”按钮,可对 主机安全防御 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:fa34d4fe2f232e3cb5713f4995d45a66

树图思维导图提供 数智技术在工程设备管理中的应用 在线思维导图免费制作,点击“编辑”按钮,可对 数智技术在工程设备管理中的应用 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:f9a2de84ad9a9ceebc96385d71be9ebe

 上海工商
上海工商