



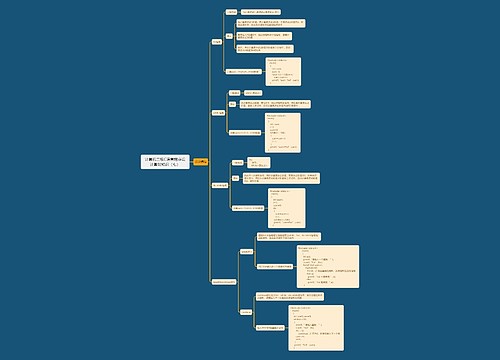
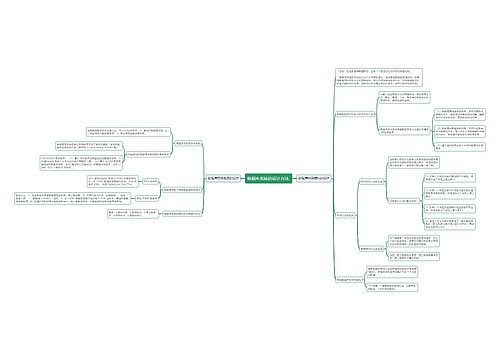
机械加工工艺规程设计思维导图

对机械加工工艺规程设计的概述
树图思维导图提供 机械加工工艺规程设计 在线思维导图免费制作,点击“编辑”按钮,可对 机械加工工艺规程设计 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:bc914213f9c0ad144e610b21a6ce4e16
思维导图大纲
机械加工工艺规程设计思维导图模板大纲
工艺规程/格式
工艺过程卡(单件小批)
各工序工序卡片(大批大量,要求严格)
工艺规程/步骤
(1)阅读装配图和零件图
(2)工艺审查
(3)确定毛坯
铸件
锻件
(4)拟定机械加工工艺路线
选择定位基准
粗基准的选择原则P32
重要表面作粗基准
车床床身加工中,导轨面作粗基准
加工余量最小表面作粗基准
不加工面作粗基准
套筒加工中,以外圆作粗基准,壁厚均匀
定位可靠
同一个定位方向不重复使用
精基准的选择原则P34
基准重合
基准统一
自为基准
互为基准
便于装夹
确定加工方法
加工经济精度
概念
正常加工条件下所能保证的加工精度和表面粗糙度
典型表面的加工
外圆
车、铣、磨
孔
钻、扩、铰、镗内磨
平面
铣、刨、车、拉
安排加工顺序
工艺顺序的安排原则
基准先行
先粗后精
先面后孔
先主后次
工序的集中与分散
加工阶段划分(四个)
粗加工阶段
切除大部分材料
半精加工阶段Ra6.3~3.2
修整
精加工阶段Ra1.6
精密光整加工阶段Ra<0.2
安排热处理、检验等
(5)确定工艺装备
(6)技术要求
(7)确定各工序加工余量,计算工序尺寸和公差
(8)确定切削用量
(9)确定时间定额
(10)填写工艺文件
加工余量
加工总余量
毛坯尺寸和设计尺寸只差
工序余量
每一工序切除的金属层厚度
入体原则
工序尺寸的公差按入体原则标注,(摸到的部分偏差为零),轴的外径上极限偏差为零,孔的直径下极限偏差为零
工艺尺寸链
适用情况
工序基准和设计基准不重合情况下
特征
封闭性、关联性
组成
封闭环(间接获得)
封闭环的公差值最大
组成环(直接加工获得)
增环
该环变动引起封闭环同向变动
减环
该环变动引起封闭环反向变动
直线尺寸链极值法/步骤
1绘制尺寸链
注意同轴度标注
注意干扰尺寸
2确定封闭环▲
注意正确选择封闭环
单回路法判断增减环
3确定增减环
4计算封闭环尺寸
封闭环的公差是一个数值没有符号
封闭环公差最大
5验算
假废品问题
实测结果超差,不一定都是废品
处理办法
实测其他组成环实际尺寸,然后在尺寸链中重新计算封闭环实际尺寸
相关思维导图模板

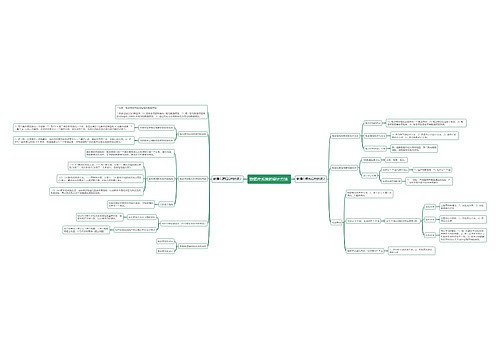
树图思维导图提供 第1章 化工设计基本知识 在线思维导图免费制作,点击“编辑”按钮,可对 第1章 化工设计基本知识 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:70ec0519ed26419068a32a511862aadd

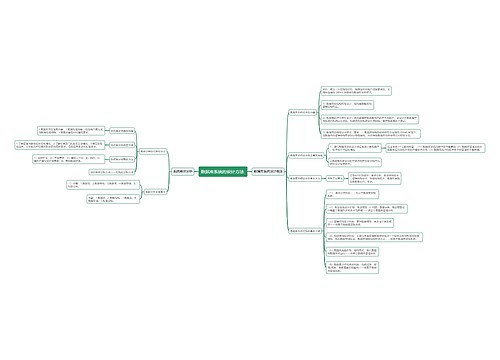
树图思维导图提供 辊压断带分析 在线思维导图免费制作,点击“编辑”按钮,可对 辊压断带分析 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:55fdf0827fa2a220b0b4047d75df5032



 上海工商
上海工商