



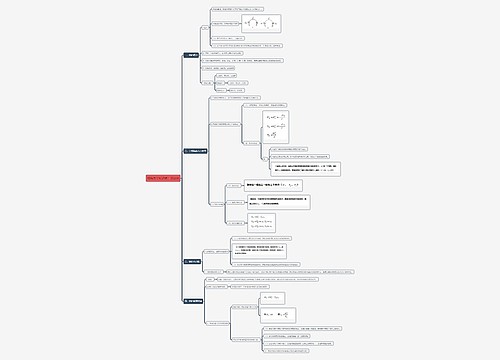
机械制造铸造结构设计的工艺性思维导图

对机械制造铸造结构设计的工艺性概述
树图思维导图提供 机械制造铸造结构设计的工艺性 在线思维导图免费制作,点击“编辑”按钮,可对 机械制造铸造结构设计的工艺性 进行在线思维导图编辑,本思维导图属于思维导图模板主题,文件编号是:9269331da90df3df4e8bbb164dcb3337
思维导图大纲
机械制造铸造结构设计的工艺性思维导图模板大纲
砂型铸造工艺
砂型材料
可塑性
足够的强度
耐火性
透气性
退让性
模样与芯盒
模样形成铸件的外形,其外形相当于铸件的外部形状
型芯形成铸件的内腔形状。芯盒是制造型芯的 工具。
造芯及合箱
造型芯
作用
1.形成铸件的内腔
2.是简化模型的外形,以 制出铸件上的台和槽等。
合箱
合箱前,在铸型中放好型芯、 扣上上箱、放置浇口杯。
合箱后,两箱要卡紧,防止错箱和 抬箱。
落砂、清理和检验
落砂:
它分为出箱和清砂两个过程。有手工落砂和机械落砂两种方法。
出箱的温度一般不高于500度,以免铸件产生内应力或开裂。
清砂是清除型砂和芯砂的过程,有水力清砂和水爆清砂两种方法。
清理:
去除表面粘砂的方法有滚筒清理、喷射清理和抛丸清理等方法。
检验:
任务
主要包括外观检验、内部检验、化学性能和金相检验等。
铸造工艺图
作用
内容(9项)
浇注位置
铸型分型面
型芯的数量、形状、尺寸及其固定方法
加工余量
收缩率
浇注系统
起模斜度,
冒口和冷铁的尺寸和布置等
造型方法的选择
手工造型
主要方法
分模造型
刮板造型
三箱造型
整模造型
假箱造型
挖砂造型
活块造型
机器造型
主要方法
振压紧实
抛砂紧实
浇注位置和分型面的选择
浇注位置选择原则
重要的面应朝下
铸件的大平面应朝下
面积较大的薄壁部分置于下部或使其处于垂直或倾斜位置
厚的部分放在铸型的上部或侧面
确定分型面原则
分型面的确定应能方便、顺利地取出模样或铸件,分型面一般选在铸件的最大截面处
分型面的确定应尽量与浇注位置一致,并应尽量满足浇注位置的要求
分型面应避免曲折,数量应少,最好是一个,且为平面
应尽量使型腔全部或大部分置于同一个砂型内,最好使型腔或 使加工面与基准面位于下型中
应使型芯数量少,并便于安放和稳定
铸造工艺参数选择
机械加工余量
机械加工余量数值的大小与生产批量、合金种类、铸件大小、加工 面与基准面的距离及加工面在浇注时的位置等因素有关
拔模斜度(起模斜度)
铸件上垂直分型面的各个侧面应具有斜度,以便于把模样(或型芯) 从砂型中(或从芯盒中)取出,并避免破坏型腔(或型芯)。
型芯及型芯头
型芯分为水平型芯和垂直型芯
型芯头是型芯的重要组成部分,起到定位和支撑型芯及引导型芯中气体排出的作用
收缩余量
铸件线收缩率K
铸造圆角
铸件结构设计与合金铸造性能
铸件壁厚的合理设计
铸件壁厚力求均匀,避免局部过厚形成热节的结构
铸件的各壁之间应均匀过渡,两个非加工表面所形成的内角应设计成圆角
避免铸件产生翘曲变形和大的水平平面结构
铸造结构设计与铸造工艺
铸件整体结构应能选出合适的分型面,其数量应少,铸件外形应便于取出模样
合理设计凸台和避免侧壁具有防碍拔模的局部凹陷结构
设计铸件应合理确定结构斜度
铸件结构应有利于型芯的固定、排气和清理




 上海工商
上海工商